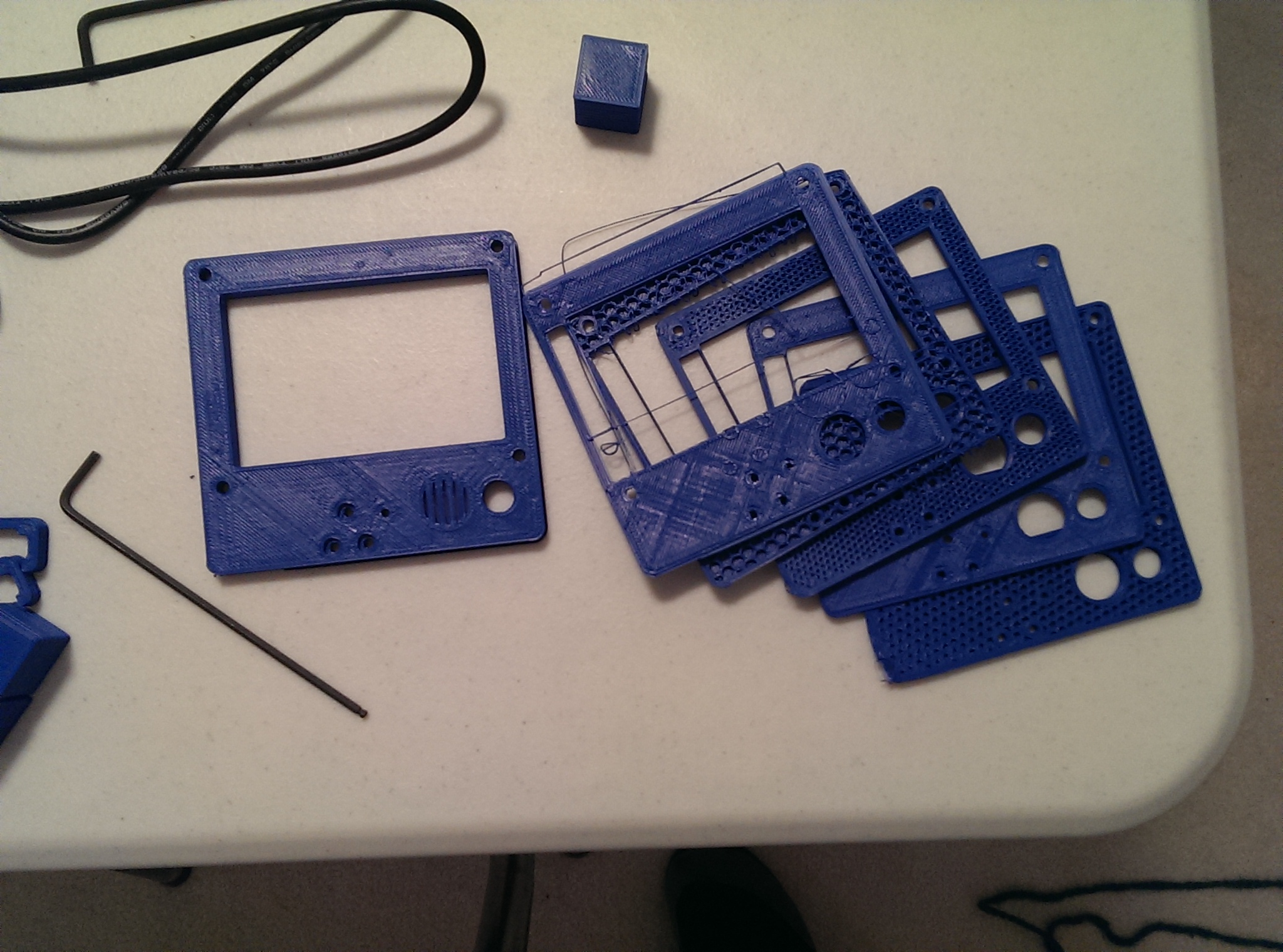
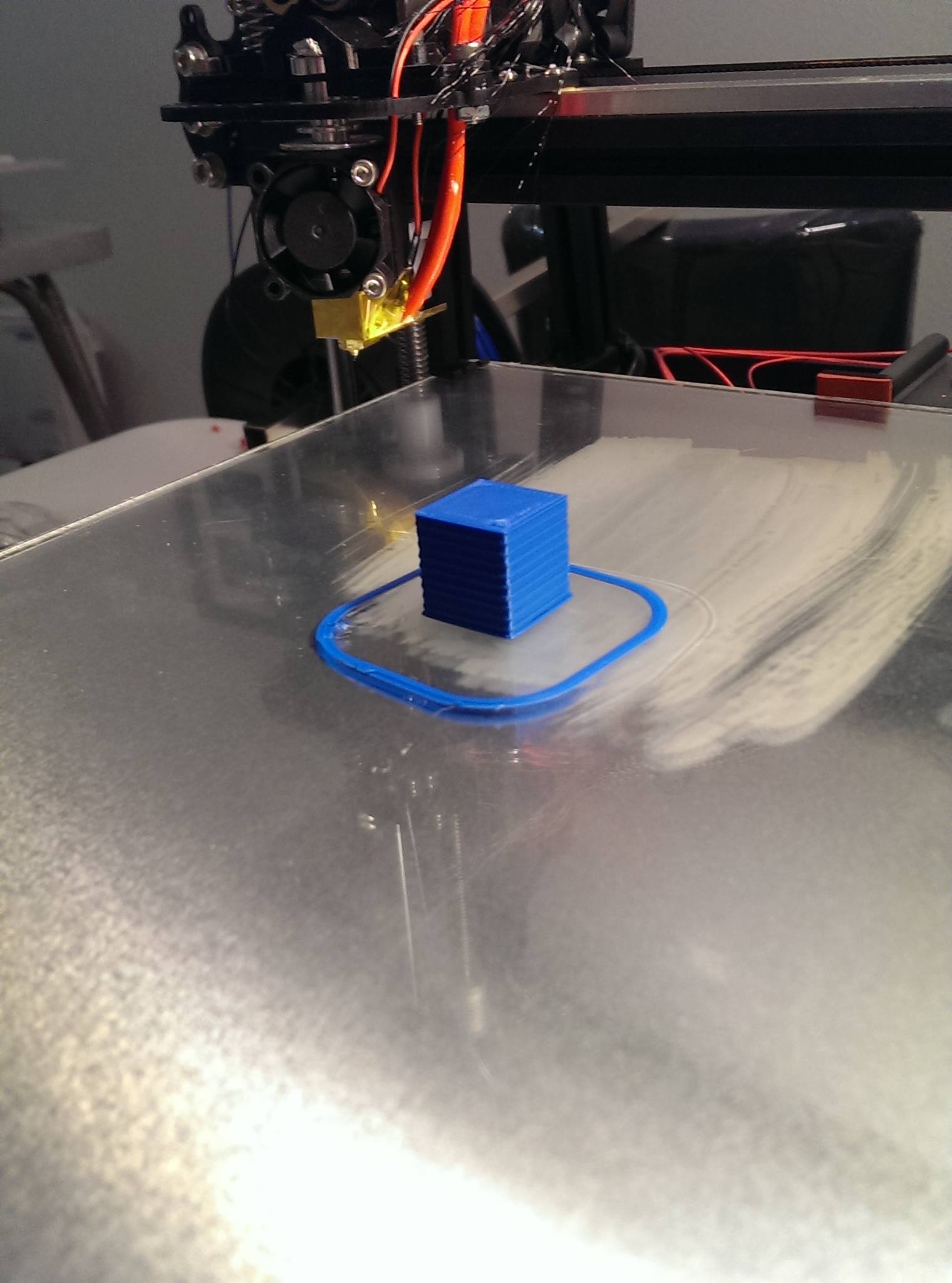
I spent a decent bit of time yesterday tuning my printer for using the black PLA I ordered with it, and since I was printing ~50mm squares to go under the printer feet so it would sit flat on the wire shelf where my old printer was I had good top/bottom surfaces to play with alternate infill patterns:
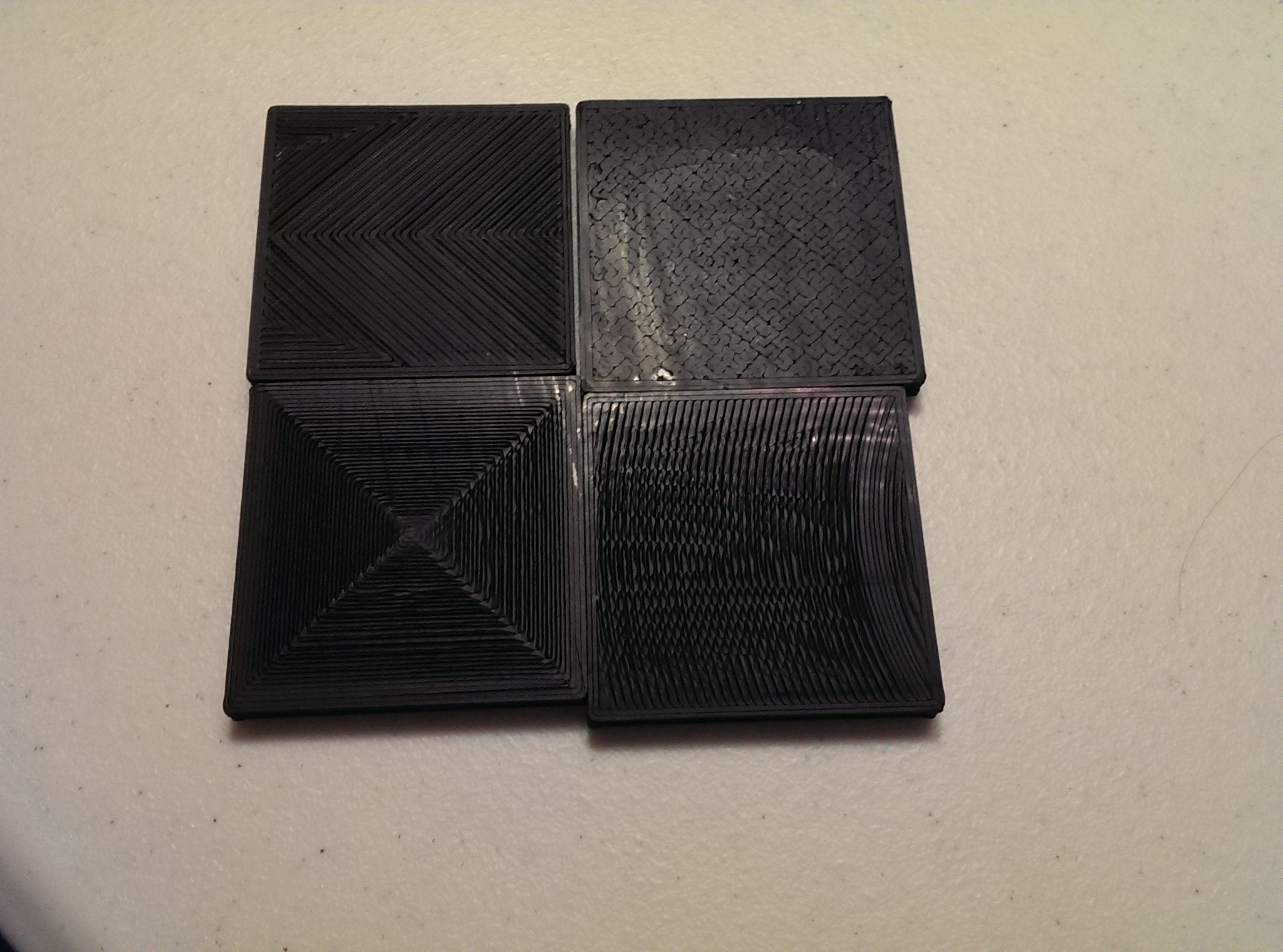
Clockwise from top left (as labeled in slic3r): octogram spiral, hilbert curve, archimedean chords, concentric
Not shown: rectilinear (the default)
Of those I like the hilbert curve pattern the best, but slic3r isn’t kidding when it labels that with “(slow)” – it took a remarkably long time to do the top and bottom layers of that print. In general I’ll probably stick with rectilinear for most prints, but I may play with the others some more when I’m not printing objects with such large flat surfaces on top/bottom.
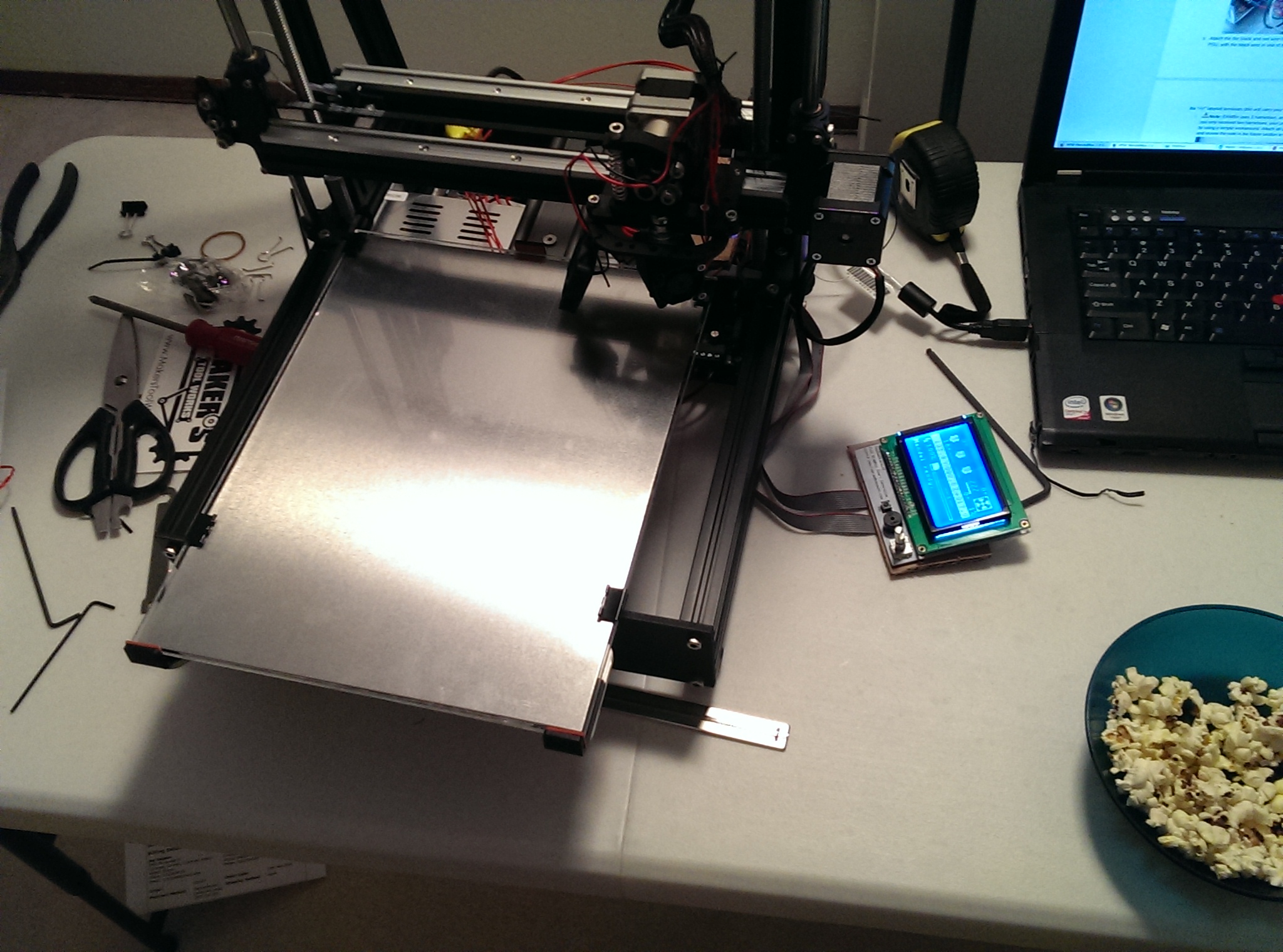
I probably should take a better picture of those using natural light, but that’ll be tricky now that I’ve finally gotten the sd card reader to work (card format matters: fat16 works) and put the printer where I intend to keep it:
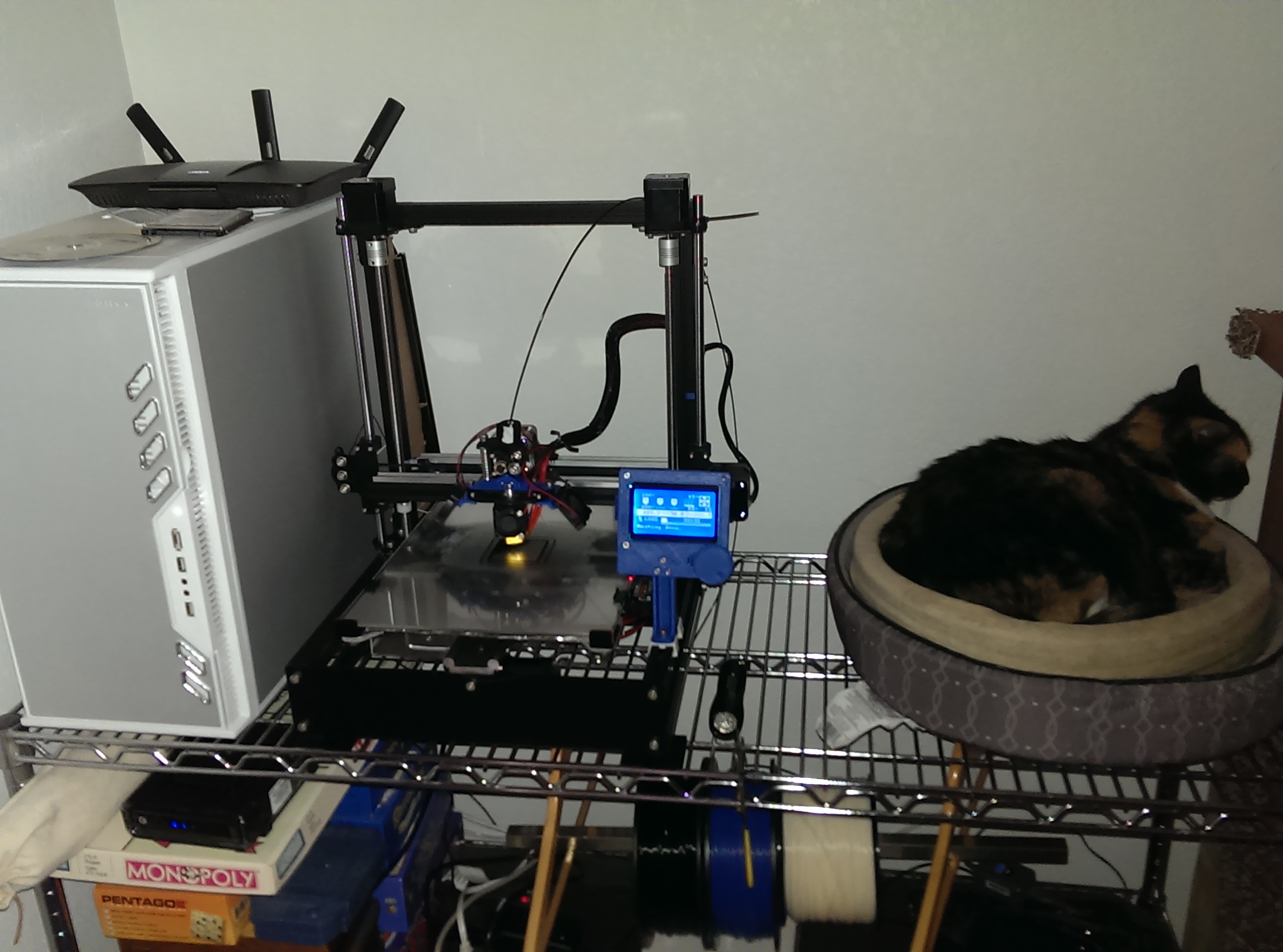
I will need to figure out a lighting solution for it at some point: that corner has never needed light and keeping a flashlight nearby is somewhat less than ideal for examining prints-in-progress.
Talore was remarkably unbothered by having the printer there, though it looked like she was having trouble sleeping through the vibration of 40% honeycomb infill, which shakes the entire shelf a bit (but not nearly as much as it shakes my project table). I don’t think Dash has really discovered the printer yet. I would think he’d be interested in it when it’s moving, but I don’t know that he’s been high enough up to actually see on top of the build platform while it’s in motion yet (his hammock is a bit lower than that shelf).
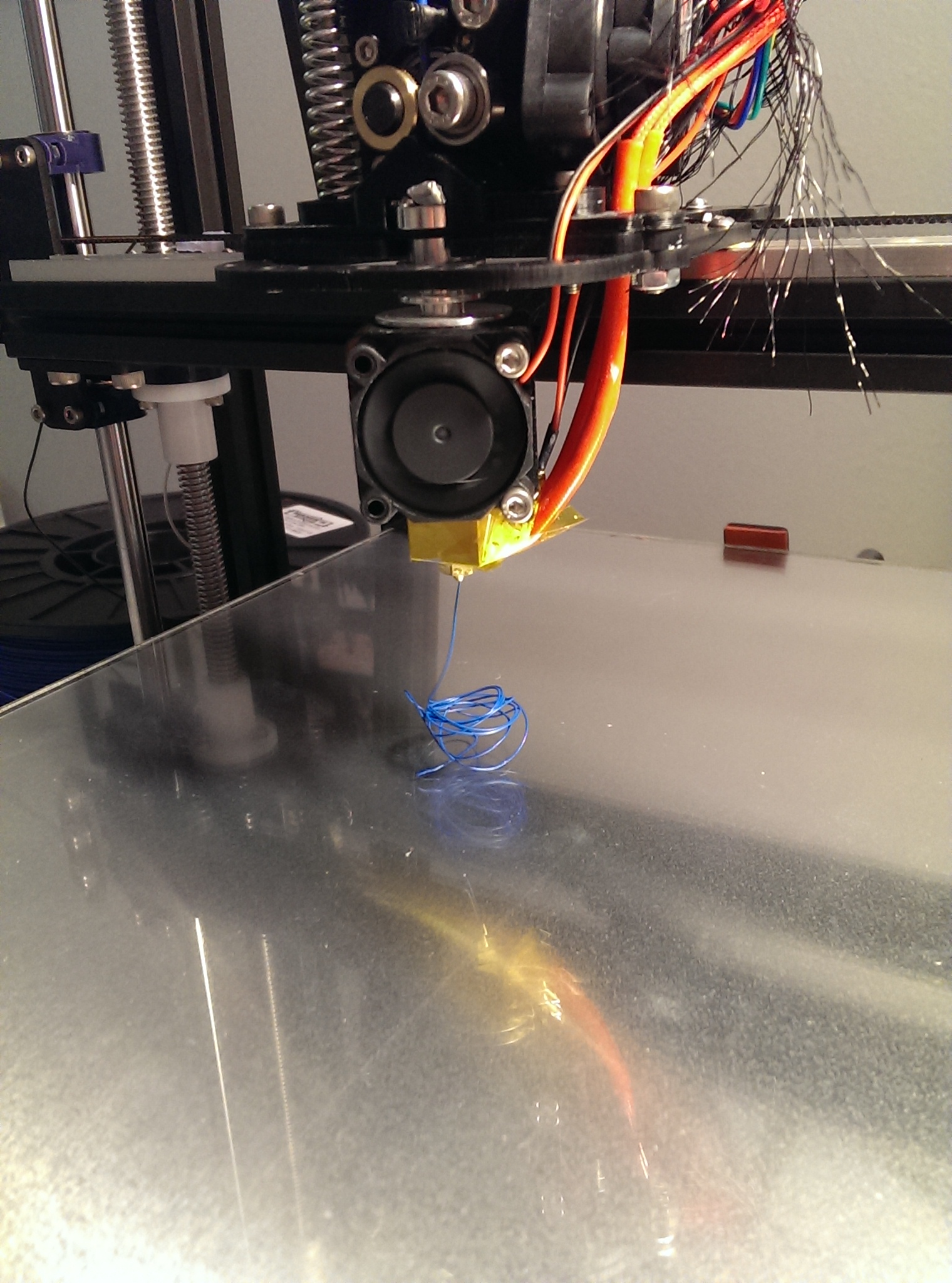
Anyway, now that I’ve got the printer pretty well set for that filament I’m printing some small calibration objects to fine tune it and see if I can drop the layer height to .1mm (I have one passable print at .1mm with the blue ABS that I think I now know enough to improve, but my first try with PLA didn’t work at all).